

铝发热管焊接后耐压不良原因分析
铝发热管焊接后耐压不良原因分析之三

铝发热管焊接前检测耐压是好的,能通过2.0KV/0.5MA.S,钎焊后有的耐压通不过1.2KV/0.5MA.S,成了不良品,除了发热管吸潮和焊接时熔发热管外,还有另外一种原因。
当发热管钎焊后出现耐压不良时,还是先测试发热管的绝缘电阻,如果绝缘电阻偏小小于50MΩ,则说明发热管吸潮了,可按照《铝发热管焊接后耐压不良原因分析之一》解决,当绝缘电阻大于1000MΩ时,拍X光检查发热丝和引棒是否有偏心现象,如下图为X光照片:
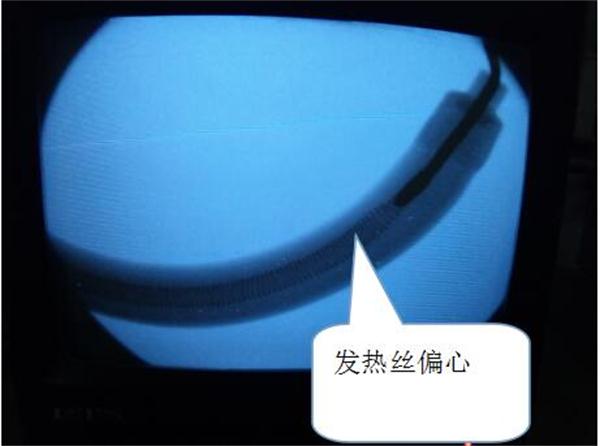
原因分析:发热丝偏心造成的耐压不良,焊接前有的并不能检测出来,焊接时由于高温热胀冷缩,爬电距离可能发生了变化,最终导致耐压不良。
解决方案:制作发热管时装粉设备正常,首检拍X光确保发热丝不偏心。

下一篇:为什么发热管钎焊后管口有黄色粉末流出?上一篇: 铝发热管焊接后耐压不良原因分析之二
此文关键字:铝发热管、铝电热管、铝发热管厂家




美科美最新产品
同类文章排行
- 美科美医疗设备电加热盘
- 铝发热管焊接后耐压不良原因分析
- 美科美发热管厂工程分析为什么煮水3000次后会出现熔管现象
- 煲汤机发热盘焊接底部内凸变形原因分析(案例)
- 美科美工程分析电水壶220V 1850W使用断阻原因
- 美科美工程分析为什么产品会出现品质问题?
- 发热管内为什么有白色粉末流出?
- 玻璃水壶120V 1500W爆管原因分析
- 温控器对发热管影响那么大,你知道吗?
- 美科美对玻璃水壶爆管原因分析(案例3)
最新资讯文章
您的浏览历史
